
- 鸿信德精密机械装备
研磨平板的平面性对工件平面性的影响
手工研磨时,工件相对于研磨平板要有往复直线
运动。所以在工件上必受有水平分力,以克服研磨平
板的切削力。水平分力和研磨平板的切削力不可能作
用在同一平面上,因而工件上必受有一个方向随着运
动方向而改变的力矩的作用。图中3为手工研磨角度量块
时的工件受力情景。图中P1为研磨平板对工件的切削
力, P2为作用在角度量块上的水平分力。P1和P2构成一
个力矩,在这个力矩的作用下,角度量块接近两端A、B
处去屑量较大,因而当采用平的研磨平板时、研出的
工件平面性将是形的。为了消除这一平面性误差,
必使用具有_形量的研磨平板,这样才能_研
磨出的工件立即进行测量时为凹形,等温后才有良好
的平面性。
凸研磨平板的凸形量为多少为_?这要由被研磨
工件的种类、规格、手持工件的方式而定。例如当采
用手工研磨的方法用手直持角度量块研磨时,为了获
得好的平面性,对于工作角的标称值小于30°的角度
量块,要求研磨平板在用φ 80的2级平晶测量时,
应凸3-4条光波干涉带;对于工作角的标称值大30于°
的角度量块,则要求研磨平板的平面性凸2-3条光波干
涉带。在采用如图所示的手工研磨大于100mm的量块
时,当量块的标称尺寸在125-300mm范围内,要求研磨
平板的平面性应凸1-1.5条光波干涉带;当量块的标称
尺寸在300-600mm范围时,要求研磨平板的平面性应凸
1.5-2条光波干涉带; 当量块的标称尺寸在
600-1000mm范围时,要求研磨平板的平面性应凸2-3条光波
干涉带。这样,才能_研磨出的工件具有良好的平
面性。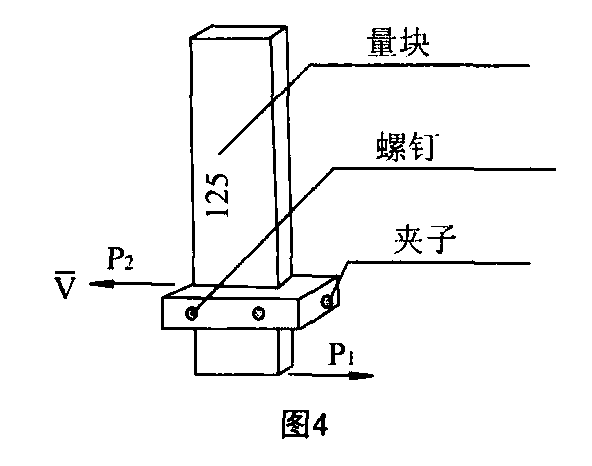
在大批量生产中,一般是把研磨平板预先修正为
具有所需要的凸形量。因为把研磨平板修正为所需要
的凸形量,是一件复杂而费时的事,所以在单件和小
批生产中,常采用灯泡将研磨平板局部加热的方法,
以求得到所需要的研磨平板凸形量。
一般而论,在手工研磨中,只有熟练掌握了作用
力,温度和研磨平板的平面性对工件的平面性的综合
影响,才能研制出具有理想平面性的高精度量具。
运动。所以在工件上必受有水平分力,以克服研磨平
板的切削力。水平分力和研磨平板的切削力不可能作
用在同一平面上,因而工件上必受有一个方向随着运
动方向而改变的力矩的作用。图中3为手工研磨角度量块
时的工件受力情景。图中P1为研磨平板对工件的切削
力, P2为作用在角度量块上的水平分力。P1和P2构成一
个力矩,在这个力矩的作用下,角度量块接近两端A、B
处去屑量较大,因而当采用平的研磨平板时、研出的
工件平面性将是形的。为了消除这一平面性误差,
必使用具有_形量的研磨平板,这样才能_研
磨出的工件立即进行测量时为凹形,等温后才有良好
的平面性。
凸研磨平板的凸形量为多少为_?这要由被研磨
工件的种类、规格、手持工件的方式而定。例如当采
用手工研磨的方法用手直持角度量块研磨时,为了获
得好的平面性,对于工作角的标称值小于30°的角度
量块,要求研磨平板在用φ 80的2级平晶测量时,
应凸3-4条光波干涉带;对于工作角的标称值大30于°
的角度量块,则要求研磨平板的平面性凸2-3条光波干
涉带。在采用如图所示的手工研磨大于100mm的量块
时,当量块的标称尺寸在125-300mm范围内,要求研磨
平板的平面性应凸1-1.5条光波干涉带;当量块的标称
尺寸在300-600mm范围时,要求研磨平板的平面性应凸
1.5-2条光波干涉带; 当量块的标称尺寸在
600-1000mm范围时,要求研磨平板的平面性应凸2-3条光波
干涉带。这样,才能_研磨出的工件具有良好的平
面性。
在大批量生产中,一般是把研磨平板预先修正为
具有所需要的凸形量。因为把研磨平板修正为所需要
的凸形量,是一件复杂而费时的事,所以在单件和小
批生产中,常采用灯泡将研磨平板局部加热的方法,
以求得到所需要的研磨平板凸形量。
一般而论,在手工研磨中,只有熟练掌握了作用
力,温度和研磨平板的平面性对工件的平面性的综合
影响,才能研制出具有理想平面性的高精度量具。
2014(C)版权所有
技术支持:中科四方